I’ll make a couple more spares, while have it setup.
The method that I used is to make a jig that will let me slowly cut it using a dremel with a diamond cutting wheel. I cut it about 1mm long. I then re-adjust the jig so I can face it slightly to get the worst of the roughness off. I then spend a quality hour grinding it down using 400 git wet and dry.
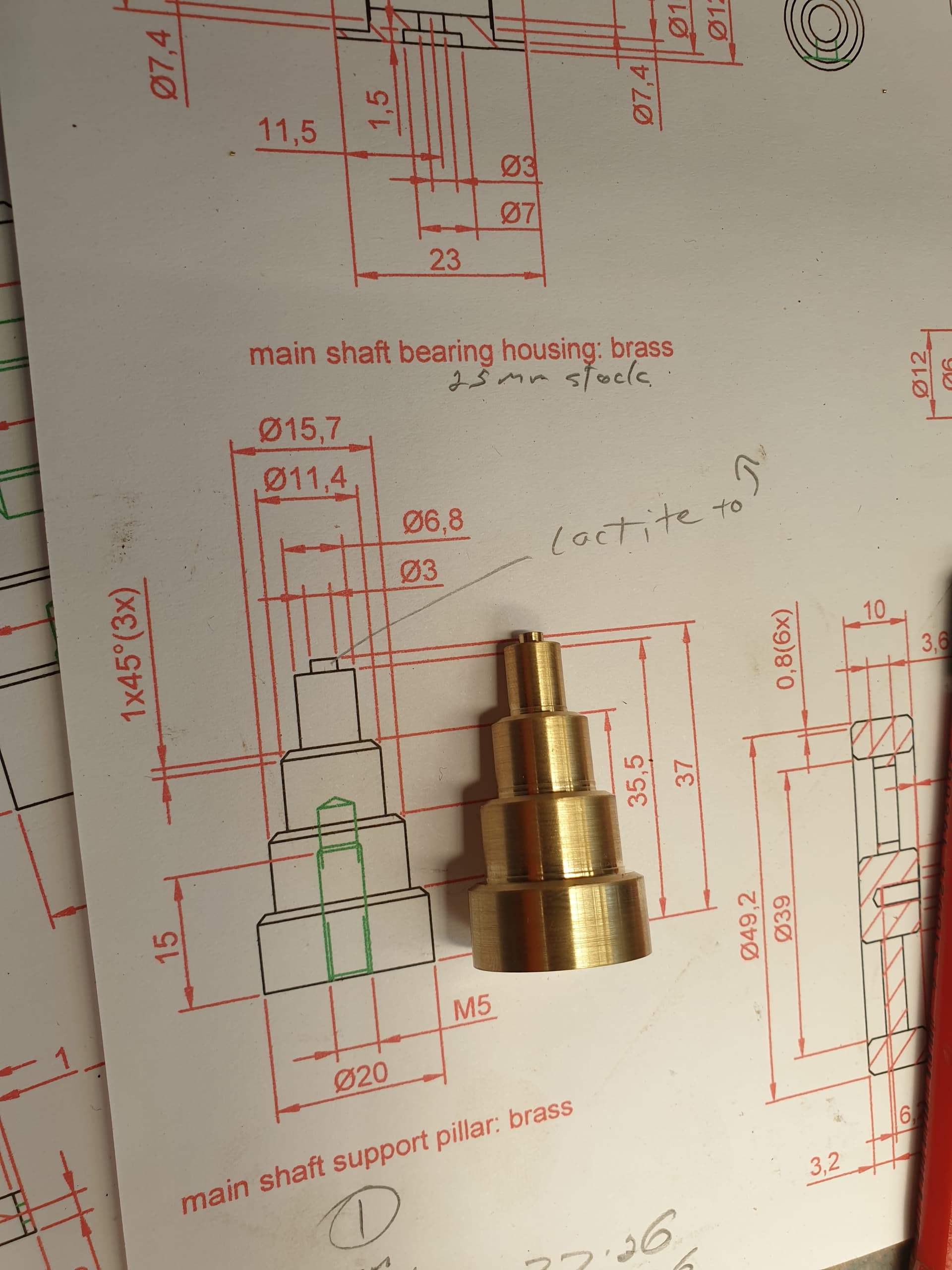
I decided to re-make the bearing housing to fit different bearings. The part on the left is unfinished, as I need to machine it using the rotary table. Many thanks to Dave for the excellent idea of making the 20mm cylinder on the bottom. This will register in the central precision bore of the rotary table and will mean I only need one small clamp to hold it down. But I will need to make some T nuts for the rotary table.
For the various linkages I need to drill 1.2mm holes. This is a bit of a worry as that is not necessarily an easier thing to do. Drills this size need to be spun FAST and are very easy to break!
I did consider using my cheap set of PCB drills, but these require an intermediate chuck as they won’t fit in a mill collet or its drill chuck. But the main problem with this will be excessive runout as the intermediate chuck is cheap and not well built.
Instead I got a couple of sets of carbide (supposedly) PCB drills with a 3mm shank. These fit nicely in the smallest mill collet. In fact they only have 0.04mm runout, which we call in the trade “good enough”!
So after a bit of setup I was able to quite easily drill the hole.
The one on the right is the first one I did. It has 2 problems:
The fin spacing is all over the place. I used the saddle handwheel to space them; that was a mistake.
The 5mm reamed bore is not parallel. This is partly because of the poor quality reamer and the fact that I don’t have a floating reamer holder.
The one on the left is the better version. I used a dial gauge to space the fins better. For the bore I pilot drilled then drilled to 4.8mm. When reaming I located the reamer at the start of the hole then tightened the chuck. This seamed to align it better and it is much closer to being parallel. Still not sure if it is parallel enough though.