The universal grinder (often referred to as a surface grinder) has been sitting in the metalshop for a little over a year now unused due to the need for some custom parts to be made for it. I finally have time over the next few months to setup the universal grinder and will keep a log of progress made in this thread for anyone interested. I’ve identified a list of essential tasks that need completion before the machine can be commissioned for use along with some optional tasks that will improve usability. I have also included a proposed budget at the end of the post. If anyone wants to assist - particularly with the sheet metal components - please let me know as assistance would be appreciated. I have found a manual (link here) to a similar grinder that is an interesting read for anyone interested in tool grinding.
Essential tasks:
1. Machine arbor for surface grinding (due Dec 13)
2. Fabricate wheel guard for surface grinding (due Dec 31)
3. Create mounting plate for cylindrical grinding attachment (due Jan 17)
4. Make guards to control grinding dust (due Feb 28)
5. Perform risk management analysis (due Mar 14)
6. Create manual induction procedure (due Mar 31)
Further improvements:
1. Get coolant system working
2. Look into dust extraction options
3. Manufacture tool grinding attachments
Budget:
- Arbor materials: already purchased from initial funding
- Steel plate for cylindrical grinder attachment: already purchased from initial funding
- Sheet metal for guards: $150 (2x 1.15mm full sheets from early bird steel)
- Paint for guards: $50
Update 1 - Arbor Machining
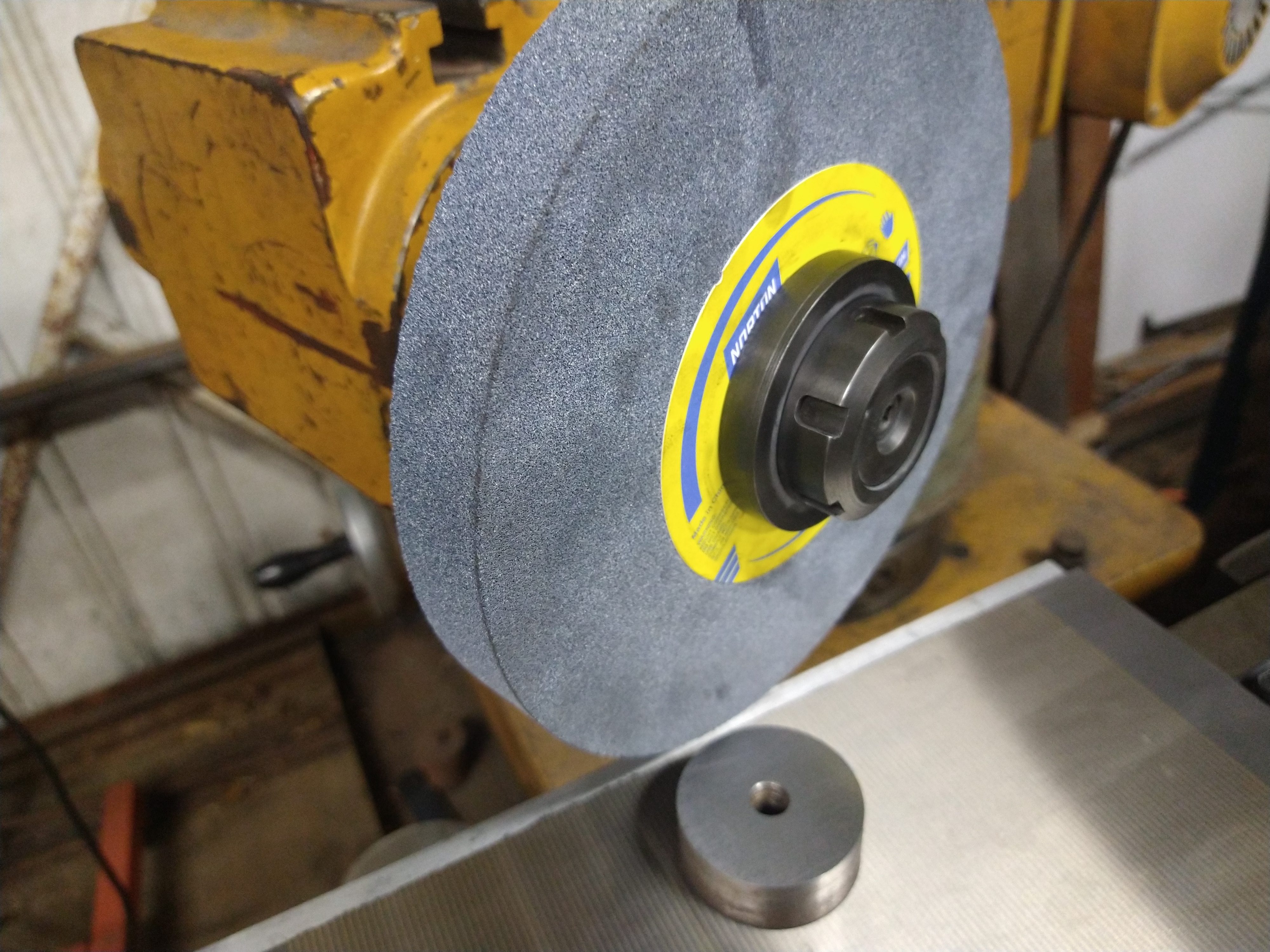
I’ve machined the grinder arbour with a 31.75mm bore which is the standard size for larger grinding wheels for surface or cylindrical grinding. This fits onto the spindle using the pre-existing taper and uses a long left hand thread M8 draw bolt. It is designed to fit a 25mm thick wheel, but there are 2 thick spacers that could be replaced with different sizes to accommodate thicker wheels if desired. The nut has been machined so it can be tightened with an ER32 wrench. All pictures are posted below. I will blacken the parts and install them onto the grinder sometime next week.
Update 2 - Arbor Fitting and Test Cuts
The arbor parts have been blackened and mounted to the machine. When running without a wheel, the arbor appears to run concentrically, but I didn’t bring a dial indicator to check runout. I ran some test cuts on a piece of steel and there is clearly some vibrations most likely due to an unbalanced wheel. As such, I will add the ability to balance the shaft to eliminate these.
When inspecting the grinder table for potential guard mounting points, I found that the side tables have T-slots that would be useful for this purpose. One table, however, has half of the T-Slot cracked off. I’ve pulled both side tables off and plan to repair the cracked T-slot. The damage can be seen below.
Paint Stripping
The first step to repairing the side table is paint removal. I decided to strip the whole thing since I’d like to repaint it properly anyway. It is important to have all aluminium parts well protected since they will most likely get covered in grinding dust which will cause galvanic corrosion of the aluminium. After stripping, I found some corrosion in the aluminium, but it is mostly in good shape. There are black spots scattered throughout the surface and I’m not quite sure what this is. Probably oil that has seeped through the paint over the years.
Weld Repairs
To finish the repairs of the table, I will weld a new piece of aluminium where the piece has cracked off and machine the slot back to the original specification taken from the other side table. In addition to this repair, I’ve run a weld bead over a few surfaces that are significantly damaged which I will dress back in the future. Since the aluminium alloy is unknown, I’m using 4047 filler wire as this has a high silicon content and the lowest chance of cracking the cast part.
Edit 1 - Welded Aluminium
I milled a step in the original casting to remove the cracked area and create a better surface for welding. I then welded a section of 20x25 aluminium extrusion to the casting. Due to the size of both parts, I had to preheat the casting to even achieve a weld puddle on my 200A welder. To achieve full penetration, I ground a large bevel on the new piece of aluminium and performed about 3 passes stitching the weld to fill the gap. I’ll need to work out a way to redrill the prexisting holes, I may plunge mill them.
Edit 2 Initial Machining
I’ve milled the top and sides to size but need to find a way to hold the part vertically as I’d like to fly cut the front face. The weld penetration seems like it will be to the full depth of the final part once the slot is cut.
Due to suppliers being closed over chrisrmas, I’ve been unable to begin work on the wheel guard. Instead I’ve given the top half of the grinder and a few other parts a fresh coat of paint which I’ll post once complete.
After getting into this project, I’ve had a change of priorities to tasks that need to be completed before use. Due to large amounts of dust created, dust extraction is now considered a necessity to operate this machine. I plan on making a movable dust extraction head that will be powered by a cyclone dust extractor. With this, the need for side dust guards will be removed.
Cylindrical grinding is to be removed from the list of tasks as it will further delay the commissioning of the machine. With these changes, the new schedule is:
Essential tasks: 1. Machine arbor for surface grinding (due Dec 13)
2. Fabricate wheel guard for surface grinding (due Jan 31)
3. Repaint Grinder Head Parts (due Jan 31)
4. Make dust extraction unit (due Feb 28)
5. Perform risk management analysis (due Mar 14)
6. Create manual induction procedure (due Mar 31)
Woodshop is decommissioning their little dust extractor I believe. Maybe this is useful? However I’m not sure if its the right type of flow, might get better value out of adapting a shop vac system.
How suitable do you think the surface grinder would be at taking off the (assumed) layer of corrosion on the copper bus bar I’m about to pick up? I’m not super familiar with surface grinders (never used one) but they seem pretty neat.
Grinding wheels are designed to break apart as they’re used to prevent clogging. Given copper is so soft, I doubt there are any good grinding wheels for it. In any case, it can probably be done with lots of lubricant and care checking the wheel isn’t clogged. A faster and probably better solution would be fly cutting on the mill using a cutter with high rake. Either way requires some sort of jig for clamping.
One of the brackets that prevent the bed flying off was cracked so I pulled it off, welded some new steel on and machined it back to size. Luckily the other one was still intact so I could get dimensions off it.
At the same time, I performed the final machining on the broken side table. Both will be painted and reinstalled with the rest of the parts to be painted.